




实用提示 与基准温度的偏差会导致较大的测量偏差。记录温度可以通过计算补偿坐标测量机受到的热影响。这样就可以大大提高高精度空调测量室的成本效益。
实用提示 与基准温度的偏差会导致较大的测量偏差。记录温度可以通过计算补偿坐标测量机受到的热影响。这样就可以大大提高高精度空调测量室的成本效益。
在三坐标测量机上进行测量时,温度偏差是造成测量不确定度的主要原因之一。机器和工件的温度对测量结果有直接影响。除了时间和空间温度梯度外,工件的残余热量(如加工和搬运产生的热量)和测量设备中的热源(如电机、光源)也是影响因素。
热引起的测量不确定度的主要来源是工件和安装在测量设备中的测量系统随温度升高而产生的线膨胀。其他热引起的测量偏差是由测量设备的变形和触觉测量时测针长度的变化造成的。这些影响在大多数设备中都无法校正。测量偏差的大小取决于工件材料的热膨胀系数。只有在整个测量过程中保持参考温度的情况下,才不需要对测量结果进行温度校正。这意味着整个坐标测量机 (CMM) 和工件的温度恒定在 20 °C。
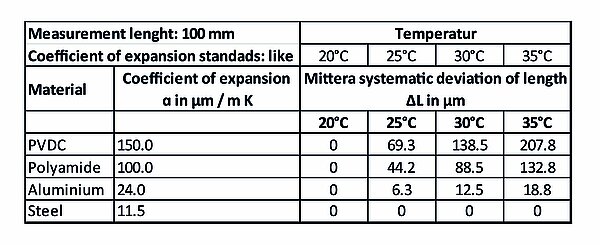
材料的热膨胀系数 α 越大,工件的长度 L0 越大,温度与参考温度的偏差 ΔT 越大,热引起的长度偏差 ΔL 就越大:
ΔL = α - L₀ - ΔT
例如,在没有温度补偿的情况下,在 25 °C 下对 100 毫米长的 PVDC 工件进行长度测量,测量系统安装在钢棒上,测量误差约为 70 µm。
随着温度升高,工件膨胀,测量偏差也随之增大。由于测量系统也在膨胀,测量偏差得到了部分补偿(图 1)。因此,在上述示例中,测量系统的长度变化减去了工件的长度变化。
如果使用相同材料制成的测量系统测量工件,只要测量系统和工件的温度条件相同,膨胀效应就会得到补偿。不过,这种方法有两个缺点:首先,在实际操作中,测量系统和工件的温度很少能完全匹配;其次,只有与测量系统具有相同热膨胀系数 α 的工件才能用这种方法进行测量。
有些测量系统由特殊陶瓷制成,其热膨胀系数接近于零,因此只需考虑工件的膨胀。然而,仅凭这一点并不能补偿热引起的测量偏差。
因为如果没有数学温度校正,如果测量系统不同时膨胀,工件膨胀引起的误差就会增大。如果无法确保工件在 20 °C 时进行精确测量,则绝对有必要对热影响进行数学修正。
制造商规定了每台三坐标测量机在规定环境条件下的最大允许长度测量偏差。这些条件还包括设备在规定规格内运行的温度区间。这些规定通常适用于与测量室内 20 °C 参考温度相比 ± 2 K 的温度偏差。一些制造商通过规定较低的最大允许长度测量偏差,例如温度波动仅为 ± 1 K,来保证测量设备在更稳定的温度条件下具有更高的性能。
只有少数制造商提供在无空调环境下操作设备的规范,例如在生产过程中进行测量。在这种情况下,规定的最大允许长度测量偏差应至少在 16 °C 至 30 °C 的温度范围内有效。需要注意的是,制造商并不将此规格限制为膨胀系数 = 0 的标准化材料。这样的规定几乎没有实际意义,因为几乎没有人会测量具有这种特性的工件。
测量系统上的温度传感器是所有 Werth 坐标测量机的标准配置。线性膨胀是通过测量系统的热膨胀系数进行数学修正的。
测量偏差特别小的设备(HA– 高精度和 UA– 超高精度)使用由特殊陶瓷制成的测量系统。这些设备通常安装在有空调的房间内,尽管有数学温度校正。要精确测定膨胀系数,可能需要在工件上进行复杂的校准。由于膨胀系数的校准不确定性导致的计算温度校正的不确定性也会在温差较大时增加与温度相关的测量偏差。空气调节还可避免上述其他影响(变形等)。
在生产环境中使用三坐标测量机时,也可以测量测量体积内的温度或直接测量工件上的温度。后一种方法可提供更精确的结果,但对操作员来说更耗时。各种材料的热膨胀系数通常可以从表格中获取或通过校准确定。输入相应工件材料的膨胀系数后,WinWerth 测量软件会计算出工件的膨胀率,并对测量值进行相应的修正。
在生产环境和空调条件较差的测量室中,工件温度补偿至关重要。工件温度补偿还必须用于公差较小的工件或测量长度较长的工件,因为在这种情况下,与温度有关的长度变化更为显著。
它可确保设备在 16 °C 至 30 °C 的温度范围内正常运行。**如果工件温度补偿也用于测量室内 ± 2 K 的温度波动,则图像处理传感器或传统触发式探头等可实现的最大允许长度测量偏差与基准温度偏差仅为 ± 1 K 时相同。
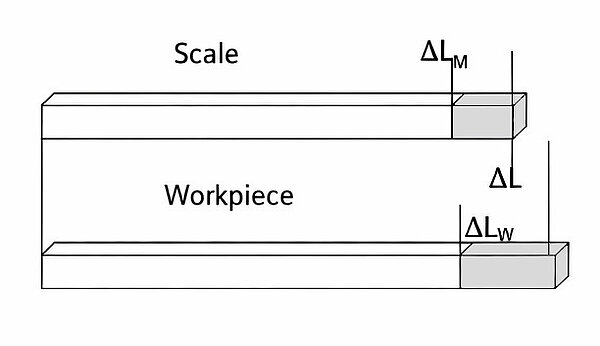
光栅尺和工件的膨胀部分相互抵消
在相同温度下,工件和光栅尺的长度测量偏差与温度有关,未进行修正。
** 例如,使用工件温度补偿时,环境温度范围可从 20 °C ± 2 K 扩展到 20 °C ± 4 K– ,但长度测量的规定偏差不变。