由于其技术特性,配备计算机断层扫描技术的三坐标测量系统在对塑料工件进行全面测量时,测量速度快,测量不确定度低。专门的软件流程可用于测量不同尺寸、具有安全相关细节以及由多种材料制成的工件。
由于其技术特性,配备计算机断层扫描技术的三坐标测量系统在对塑料工件进行全面测量时,测量速度快,测量不确定度低。专门的软件流程可用于测量不同尺寸、具有安全相关细节以及由多种材料制成的工件。
在使用注塑工艺生产塑料工件时,在生产过程中进行高速测量是非常有利的。在多班运行和生产线 100% 测量的情况下,高可用性是选择坐标测量机的另一个决定性标准。通过对基本设备和组件的组合进行定制,计算机断层扫描测量系统可以适应相应的应用。
塑料工件通常使用 64、128 甚至 192 穴的模具进行多层生产。例如,塑料齿轮、配件行业抽屉系统中的滚轮以及一次性或可重复使用塑料瓶的螺旋盖。每班从注塑机上运行的所有模具的型窝中对工件进行一次或多次测量。高测量速度和高可用性对这种高生产量至关重要,因为在测量过程中产生的所有工件都是潜在的废品,例如在模具磨损并随后形成毛刺的情况下。
传输源的测量速度比使用反射源的坐标测量系统高 5 倍。由于 X 射线源的高功率,高速测量需要良好的曝光。即使在高功率下,透射源的焦斑也很小,因此有足够的分辨率来自动检测毛刺等。尤其是 Werth 长寿命透射光源,具有很高的可用性,与传统三坐标测量机一样,每年进行一次维护即可。此外,不再需要操作人员进行维护,例如定期更换灯丝。
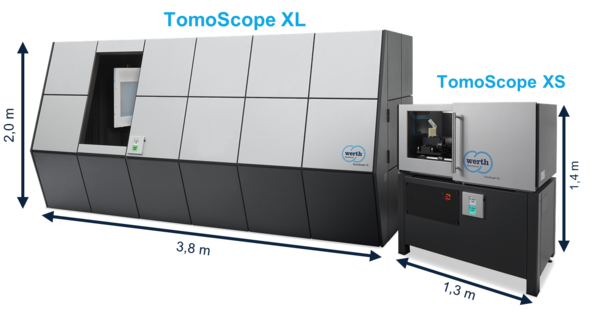
模块化的设备设计可以优化测量速度或分辨率等。为此,可将不同尺寸的基本设备与不同的 X 射线组件组合在一起。对于像 Werth TomoScope XS 这样的小型测量系统,由于探测器靠近 X 射线源,因此会有较大比例的辐射能量到达探测器。这样就能产生明亮的图像,测量时间也相应缩短。使用高分辨率、长寿命、高功率的透射源也有助于获得良好的曝光效果。130 kV、160 kV 或 200 kV 的 X 射线电压不仅能穿透塑料工件,还能穿透中等尺寸的金属复合材料工件。为了实现高分辨率,还需要一个具有许多小像素的探测器,例如 3000 个像素,像素尺寸为 50 微米。
为了优化分辨率,我们使用了带有透射源的不同尺寸的基本设备,这些设备的 X 射线电压最高可达 300 kV。有了高 X 射线电压和小焦斑,就能以高分辨率测量大而密集的工件。对于分辨率要求特别高的工件,可以使用亚微焦源,该源可对电子束进行额外聚焦,焦斑也相应较小。在选择探测器时,大测量范围、高分辨率、良好的性价比或较短的积分时间都很重要。例如,TomoScope S Plus 的 X 射线电压为 200 kV,探测器有 2500 个像素,像素尺寸为 124 µm,可用于测量大型塑料外壳。同样的基本设备可用于测量电动汽车的连接器条。对于较难 X 射线测量的大型工件,可使用 240 千伏的较高 X 射线电压和像素同样较高的较大型探测器。更大的探测器具有同样高的分辨率(3000 像素)和 140 微米的像素尺寸。
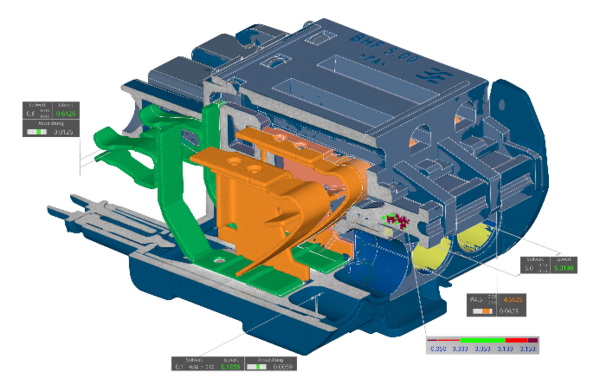
对于具有安全功能的工件,必须进行 100% 检测。安全气囊的塑料盖就是一个例子。它们有预定的断裂点,必须在断裂点测量壁厚。获得专利的 Multi-ROI-CT 是此类测量任务的理想选择。整个工件的快速扫描和预定破损点的高分辨率扫描相结合,可节省测量时间和数据量。来自低分辨率和高分辨率区域的几何元素可以结合起来测量几何特性。感兴趣的区域不必位于旋转台的中心。
小型设备也可用于测量较大的工件或多个小工件。例如,光栅 CT 可用于测量一次性清洁剂容器或一次性瓶子。为了扩大测量范围,可逐个拍摄工件所有区域的射线图像,然后将其组合成整体图像。使用合适的设备可以同时测量注塑模具的所有型腔。例如,TomoScope XS Plus 可容纳约 150 个咖啡胶囊。
多材料工件长期以来也是测量技术的一大挑战。一个典型的例子就是由不同金属和塑料部件组成的连接器。通过多光谱断层扫描和 MultiMaterialScan,Werth 测量软件现在可以提供解决方案。结合各种参数的测量结果,可重建高分辨率的工件体积,同时减少伪影。然后,WinWerth 软件会自动计算不同材料的单独点云,与操作员无关。其结果可以对组装模块中的单个工件进行目标/实际比较,以确定安装造成的变形。